钢格板的焊接工艺
发布日期:2018-05-18 总浏览:
说起钢格板,现在已经众所周知了,但钢格板的焊接工艺和生产流程是什么样的呢?相信大多数人都是比较陌生的。现在我们就一起来了解一下去。
我们都知道,钢格板是用承载扁钢和横杆按照一定的间距进行正交组合,通过焊接或压锁加以固定的开敞式钢构件;横杆一般采用经过扭绞的方钢、也可采用圆钢或扁钢,材质分为碳钢和不锈钢。钢格板主要用来做钢结构平台板、沟盖板、钢梯的踏步板、建筑物吊顶等。
钢格板焊接工艺:
1、在负载扁钢和横杆的每个交点
处,应通过焊接、铆接或压锁将其固定。
2、钢格板的焊接优先采用压力电阻焊,也可采用电弧焊。
3、钢格板的压锁可采用压力机将横杆压入负载扁钢将其固定。
4、钢格板应根据用户的需要,加工成各种尺寸的形状。
5、负载扁钢的间距和横杆的间距可由供需方根据设计要求确定。作工业平台,建议负载扁钢的间距不得大于40mm,横杆间距不得大于165mm。
在负载扁钢的端头,应使用与负载扁钢同规格的扁钢进行包边。在特别使用的场合,可使用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。包边采用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不承受荷载的情况下,允许间隔4根负载扁钢焊接一处,但间距不得大于150mm。在包边板承受荷载的情况下,不允许间隔焊接,而且必须满焊。楼梯踏步板的端边板必须单面满焊。与负载扁钢同向的包边板,必须与每一根横杆焊接。钢格板中的切口、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有前沿包边护板,必须贯穿整个踏步。钢格板的负载扁钢,可采用平面扁钢、I型扁钢或纵剪带钢。钢格板的负载扁钢,可以带有齿型,以增加钢格板的防滑力,齿型尺寸如图2所示。在每100mm内不能少于5齿。齿型尺寸平台上的钢格板的最小宽度不得小于300mm。

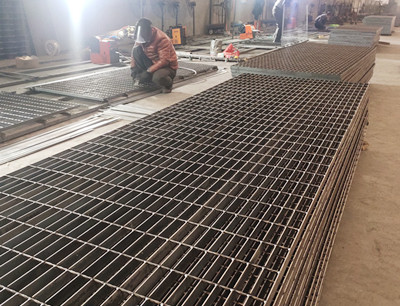
钢格板的生产流程:
1、将钢格板原材料裁剪成所需钢格板外形尺寸,然后进行冲孔。
2、焊工按照钢格板制作要求摆条固定,用麻花钢横杆放入扁钢孔中焊接连接。
3、将钢格板进行包边、
4、去除钢格板表面焊渣。
5、按客户要求将钢格板进行表面处理。

咨询热线:13333181556
13623183767
标签: 钢格板生产流程、